


How to extend the service life of cutting tools in metal processing?
Chemical experts in factories always hope to seek the best use effect and longest service life for metal cutting fluids. In fact, many factors can affect the quality of finished products, tool life, and waste liquid treatment after processing, which greatly affect the work efficiency and product performance of manufacturers. We already know that one factor that affects the performance of the working fluid is the concentration of salt (ions in water) dissolved in the working fluid, or the hardness of the mixing water.
Recently, a team of experts from Houghton International has been dedicated to studying the impact of quantifying the hardness of water on lubricity, and have achieved some surprising results. Contrary to the assumptions of some companies, they believe that using low hardness water is beneficial for longer tool life during tapping operations. On the contrary, we believe that for certain cutting fluids, increasing the hardness of water can improve the service life of the tool! This article provides an overview of this research achievement and was published in the May 2014 issue of the "Society of Tribologists&Lubrication Engineers" annual journal.
Metal cutting fluids are usually diluted with water to form emulsions, dispersions, true solutions, or their mixtures. Add water with a volume ratio of 80% to 97% to ensure sufficient cooling performance of the cutting fluid. The appropriate concentration used during the manufacturing process provides users with the best application and economic value.
Long term reuse of metal cutting fluid to reduce waste, reduce costs, and meet legal and regulatory restrictions on grease. This limitation is explained in the Clean Water Act of 1970, which invisibly stimulates the usage time of cutting fluid. However, with the prolonged reuse of cutting fluids, certain pollutants in the water affect their characteristics and functionally reduce their service life. Thus, the application of purified water is born.
The Rise of Reverse Osmosis Water
In the early 1970s, many more stable and long-lived cutting fluids were produced that could be used in single tanks or central systems. However, as chemists push the stability of cutting fluids to higher and higher levels, impurities in water gradually affect the characteristics of cutting fluids that have been used for a long time or even for several years. The decrease in performance is mainly the result of salt enrichment in the solution caused by water evaporation during use. Therefore, purified water is more popular than tap water when preparing the solution.
The manufacturer initially used "ion exchange" to remove most of the cations and anions in the water and purified it to obtain deionized water. With the advancement of technology, due to the cost advantages of reverse osmosis technology compared to ion exchange technology and the advantage of using fewer harmful chemicals in the membrane regeneration process, reverse osmosis purified water is becoming more and more popular than deionized water.
In modern manufacturing industry, the use of reverse osmosis to purify water is more common than in the 1970s. The STLE Metal Working Fluid Education course advocates using pure water as a solution to extend the service life of cutting fluids, but the teacher reminds that in some applications, pure water may reduce the service life of cutting tools.
In fact, field observation shows that pure water is used in the system to prepare liquid. Occasionally, the drill bit, reamer or tapping head breaks during operation. When the water hardness of the system becomes higher and higher, that is, during metal processing, the lotion entering the processing port becomes loose due to the reaction of oil and other chemicals in the working fluid. The following figure will illustrate this theory.
Preparation of water:
In Houghton's experiment, water was prepared by Audubon Water Co. in Norristown, Pa., using tap water to remove calcium, magnesium, and iron ions through a nanoion exchange softener, and then treated with a reverse osmosis system. Before treatment, the hardness of tap water is between 300-600mg/L (represented by CaCO3, the same below). After two processes of treatment, the hardness of the water is less than 1mg/L and the conductivity is less than 20 μ S/cm.
The purified water obtained above was artificially added with CaCl2 • 6H2O and MgCl2 to achieve a water hardness of 1000 mg/L, and stored for future use. Dilute this high hardness water with purified water after reverse osmosis treatment to obtain test hard water with hardness of 350 mg/L and 700 mg/L. These hard waters can be prepared using chemical reagents CaCl2 • 6H2O and MgCl2 in any laboratory.
Cutting fluid:
Selection of cutting fluid: 1 ordinary, 1 oil emulsified cutting fluid, 1 refined oil emulsified cutting fluid, 2 synthetic cutting fluids, 1 vegetable oil emulsified cutting fluid, a total of 5 samples. All cutting fluids are prepared with a 5% (volume ratio) concentration, which means that 50ml of the sample is added to 950ml of water, stirred evenly with a low-speed stirrer (100rpm), and placed in a constant temperature chamber at 21 ℃ for 4 hours. Then it was found that the samples of ordinary oil were unstable in hard water, while the samples of refined oil and vegetable oil were stable in 800g/L hard water, while the two synthetic samples were stable in 1000g/L.
Metal:
Select four metals: cast aluminum ANSI356, which is a coarse aluminum that forms active soap and has a high silicon content (Si 7% by weight); Aluminum 6061, also forms active soap, but is easier to process than ANSI; Medium and low carbon steel AISI 1018; Cast iron Dura Bar G2 is also easy to machine.
Processing:
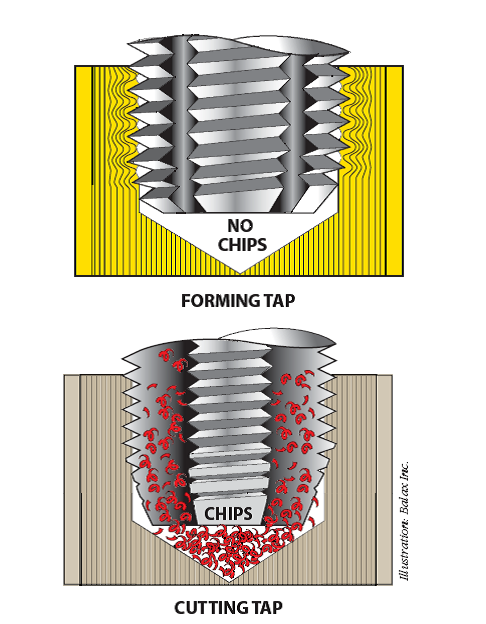
The processing method is: precision drilling and reaming to tap, using the YMW tap from the United States, which is specialized for tapping black or non-ferrous metals. It is a "extrusion tap" rather than a "cutting tap". Previous research has shown that the former can obtain more reliable data than the latter. Because the chips generated during the biting process of the "cutting tap" will affect accuracy, while the "squeezing tap" does not produce chips during the biting process. The diameter of the tap is 6mm and the number of revolutions it operates varies between 400 RPM and 900 RPM, depending on the type of metal being processed.
The wear of the cutting tool is determined by measuring and recording the average torque of the screw holes in the metal sample. The tap used is sourced from the "LabTap" instrument of Microtap GmbH in Germany. The average torque is expressed in units of Ncm, and the test metal used is specifically designed for drilling "extrusion taps".
Step: Prepare the solution with three types of hardness water: 0mg/L, 350mg/L, and 700mg/L. Tap three holes with water for each cutting fluid, metal, and hardness. After drilling each hole, remove the tap head, use a soft nylon brush to remove debris, and then clean with isopropanol. Blow dry the tap head with compressed air and reinstall it onto the tap. The four figures on the next page list the results of torque changes for each metal pair with different cutting fluids in various hard waters.
The confirmation of two types of aluminum materials in mineral oil and vegetable oil cutting fluids confirms the previous on-site observation results, and the water hardness in the system increases, leading to an increase in lubricity.
For the tapping results of steel, the lubricity of refined oil and vegetable oil cutting fluids increases with the increase of water hardness. This may be attributed to the high lubricity requirements of steel when tapping 1018 steel, while the cutting fluid of ordinary oil does not contain lubricant components.
In the tapping test of cast iron, the torque changes very little with the increase of water hardness.
Of course, testing is limited, as only five cutting fluids and four metals were used, and the hardness range of water only varies within the range of 1-700mg/L. The author also knows that the high hardness of water may bring many adverse effects, such as difficult filtration, poor cleaning, and the chips or chips in cutting may selectively consume some additives in the system, which may lead to demulsification of lotion.
In this experiment, the influence of foam or air entering the system when using very low hardness water cannot be ignored, and of course, the instability of cutting fluid caused by high hardness water, the increase of oil slick and the breeding of bacteria can be ignored.
However, experimental verification shows that for a certain cutting fluid, low hardness water will miraculously reduce the lifespan of cutting tools in metal processing.
The consumption rate and hardness of water will affect the characteristics of long-term cutting fluids, so a thorough understanding of the system's dynamic state and water properties is crucial for the optimal use of cutting fluids. Users equipped with working fluids must carefully select water with appropriate hardness based on the processing operation method and cutting fluid characteristics, which is also crucial.
Cutting fluid suppliers can assist manufacturers in evaluating their unique operational adjustments to maximize the performance of the working fluid. As a global supplier of cutting fluids, Houghton can provide comprehensive chemical services and, based on advanced process operation experience, assist customers in analyzing processes, analyzing water quality based on the performance of cutting fluids, and recommending the use of water with appropriate hardness.
Houghton continues to research and provide insights, suggestions, and engineering services to reveal the optimal characteristics of cutting fluids, helping manufacturers optimize the performance of their working fluid systems, processes, and equipment.
The pros and cons of using purified water








Please first Loginlater ~